

Quelles sont les précautions lors de l'utilisation d'une imprimante 3D en résine?
Lorsque nous avons acheté l'imprimante en résine 3D, nous avons constaté que le modèle imprimé était différent de ce que nous imaginions. Beaucoup de gens peuvent penser que la machine est un problème. En fait, en plus du problème de la machine, il existe également des opérations qui affecteront le modèle. Parlons de certains facteurs d'influence en dehors de la machine.

1. Modélisation, conduisant à des données STL
Dans le cas de l'utilisation du logiciel de modélisation 3D, il peut être enregistré ou exporté au format STL. Si vous ne comprenez pas comment exporter au format STL, vous pouvez rechercher le format STL sur Baidu, généralement un tutoriel en ligne.
2. Vérifiez s'il y a un problème avec le modèle
Habituellement, nous proposons d'utiliser un logiciel de magie pour tester notre modèle
Magics se spécialise dans la gestion des fichiers STL. Il a les avantages d'être puissant, pratique et efficace. Il s'agit d'un logiciel indispensable dans le domaine de l'impression 3D. Il est souvent utilisé dans le placement des pièces, la réparation du modèle, l'ajout de support et de détection de taille.
Informations de réparation de pièces → Mise à jour → Réparation → Enregistrer la pièce sous le nom de STL
Vérifiez les données des bords normaux, mauvais et des coquilles de bruit inversées à l'intérieur, cliquez sur les réparations ultérieures, à l'exception des coquilles et avancées, toutes affichés comme 0, ce qui indique que le modèle est normal.
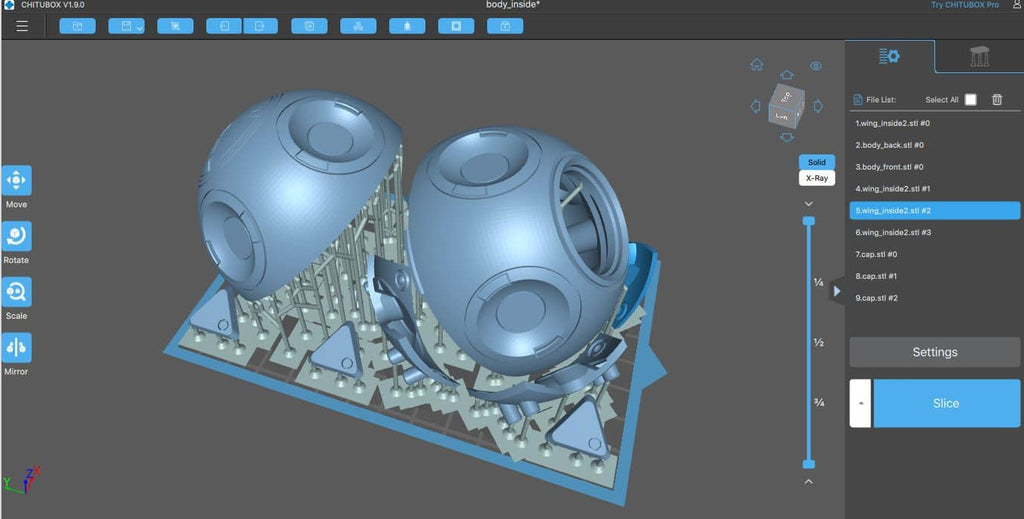
3. Sélification du modèle
Considérations pour le tranchage du modèle
(1) Il est préférable de choisir une surface de fond lisse sans trous.
(2) Ne choisissez pas la plus grande surface de contact pour être proche de la plaque inférieure
(3) L'extrémité inférieure augmente de 5 mm, sélectionnez tous les supports
(4) Vérifiez quelques supports instables
Certaines positions proches de la plaque inférieure doivent être prises en charge avec plus de points pour s'assurer qu'ils peuvent être entièrement pris en charge. Si le support est trop clairsemé, il fera tomber le modèle pendant l'impression.
Ensuite, le modèle peut être exporté dans un modèle d'impression de format zip PNG en fonction du didacticiel de découpage précédent.
4. La préparation de la résine avant d'imprimer
1).
2). Ne touchez pas directement à la résine ou aux yeux. Si cela provoque une irritation ou une gêne cutanée, veuillez rincer avec de l'eau immédiatement. Si la situation est grave, veuillez prévenir les traitements médicaux
3). Il est recommandé d'utiliser les consommables proposés par le fabricant pour éviter d'endommager l'imprimante. (Nous recommandons d'utiliser Résine de durcissement UV standard de la création ou Résine lavable à l'eau de la créalité
4). Stockage de la résine: Lorsque la résine n'est pas utilisée, elle peut être filtrée puis recyclée dans la bouteille, ou couvrir le creux avec quelque chose pour éviter la lumière directe du soleil et une lumière forte, et éviter que
5. privation
1). Placement de la machine: ne placez pas la machine autour d'objets inflammables et explosifs ou de sources de chaleur élevées. Veuillez placer la machine dans un environnement ventilé, frais et sans poussière.
2). Socket d'alimentation: la bougie d'alimentation doit être connectée à une prise à trois trous avec un fil de terre. Veuillez utiliser le cordon d'alimentation attaché à la machine. N'utilisez pas d'autres cordons d'alimentation du produit pour le remplacer pendant le processus d'installation.
3). Environnement de placement de la machine: ne placez pas l'imprimante dans un environnement vibrant ou autre instable. Secouer la machine interférera avec la qualité d'impression de l'imprimante.
4). Vérifiez la position fixe: Avant d'imprimer, il est nécessaire de vérifier si le bouton sur la plate-forme et la position fixe sur la goulotte sont serrés pour éviter l'instabilité pendant l'impression.
5). Vérifiez l'éclairage de l'écran: vérifiez si l'éclairage de l'écran est normal avant d'utiliser la machine, veuillez porter des lunettes anti-UV pour vérifier. Ne regardez pas directement l'écran lorsque vous testez l'écran pour éviter les dommages aux yeux.
6. Inspection avant d'imprimer
1). Inspectez la goulotte matérielle: assurez-vous qu'il n'y a pas de débris dans la goulotte matérielle avant d'imprimer. Si vous ne savez pas s'il y a des résidus dans la goulotte de matériau, veuillez utiliser le plateau de la machine pour le retirer, puis retirer la surface solidifiée dans la goulotte de matériau, n'oubliez pas de ne pas l'utiliser la spatule métallique touche le film de sortie dans le creux.
2). Vérifiez le temps d'exposition: vérifiez si le temps d'exposition répond à la plage spécifiée de consommables pendant l'impression et évitez l'expansion du modèle lorsque le temps d'impression est surexposé, ou le manque de temps peut provoquer une introduction.
Pour différentes machines, les tailles de modèle et le support sont tous des paramètres qui interfèrent avec le temps d'exposition. Par conséquent, les clients qui viennent de commencer l'impression 3D légère peuvent d'abord demander aux techniciens professionnels de comprendre la gamme des paramètres, puis d'essayer de tester. Pour l'effet d'impression, modifiez en conséquence les paramètres de l'impression modèle appropriée.
3). Environnement d'impression: n'utilisez pas dans la lumière directe du soleil ou un fort espace lumineux. La machine doit être dans l'air pur, pas d'objets flottants évidents, température: 26 ± 5 degrés Celsius. Pour une qualité d'impression de haute qualité, veuillez imprimer dans un environnement de température constante intérieure.

7. Processus de post-traitement des parties
De nombreux amis qui sont initialement exposés à l'impression 3D veulent dire que les œuvres imprimées par d'autres sont glamour et sont hautes, tandis que les modèles imprimés par eux-mêmes sont rugueux et pas très beaux. En fait, ce sont tous des problèmes qui doivent être résolus dans le processus de post-traitement pour assurer la réalisation de pièces qualifiées de haute précision et de haute qualité.
1). Retrait: Après la production de pièces ordinaires, veuillez porter autant que possible les gants de protection lors de la prise du modèle. Lorsque vous retirez la pelle en métal, vous pouvez d'abord le nettoyer avec de l'alcool. Une fois le modèle imprimé, veuillez nettoyer la plate-forme avant de la retirer. Matériau au matériau pour empêcher la résine sur la plate-forme de moulage de couler sur l'écran.
2). Nettoyage: Une fois les pièces enlevées, il est préférable de les nettoyer avec du TPM (Tripropylène glycol méthyl éther) ou de l'alcool industriel anhydre. N'utilisez pas d'alcool médical et d'alcool comestible avec une grande teneur en eau. Pour les pièces minces et les pièces à parois minces, le temps de trempage de l'alcool et d'autres détergents biologiques ne doit pas dépasser 1 minute, sinon l'échantillon est facile à ramollir et à se déformer; Pour les pièces plus épaisses, le temps de trempage ne doit pas dépasser 3 minutes le plus possible; Le support n'est pas facile à supprimer. Ne faites pas tremper les pièces de support pendant plus de 3 minutes et faites attention au trempage uniquement des parties de support des pièces. (Avis: si utilisez résine lavable à l'eau, vous pouvez utiliser l'eau du robinet pour laver les impressions, économisez votre argent sur IPA. )

3). Polissage: Gardez les pièces avant le polissage aussi sec que possible. Les pièces nettoyées sont soufflées avec de l'air comprimé, et les pièces qui ne sont pas faciles à sécher peuvent être essuyées avec du tissu en papier. Lors du ponçage avec de l'eau le plus vite possible, évitez trop de trempage dans l'eau, car l'eau ramollira et déformera l'échantillon nouvellement cuit (embryon vert) dans une certaine mesure. Si l'échantillon est doux avant le ponçage, il doit être laissé pour défendre la déshydratation avant le ponçage, puis à gauche pour défendre la déshydratation. Cela signifie que les pièces plus douces doivent être laissées pour défendre deux fois la déshydratation.
4). Déshydratation statique: les pièces nouvellement formées (embryons bruts) sont faciles à absorber l'eau et l'alcool en raison de la réaction interne continue, ce qui fait gonfler, adoucir et se déformer les pièces. La déshydratation statique peut volatiliser davantage l'alcool et l'eau. Par conséquent, les pièces polies doivent être à nouveau séchées avec de l'air comprimé et placés dans une salle d'équipement à température et d'humidité constante. Dans le même temps, il est fortement recommandé de faire sauter les côtés avant et arrière avec un ventilateur avec un vent fort pendant 30 minutes.
5). Post-curring UV: Les pièces après position et déshydratation doivent subir un traitement UV post-future pendant au moins 30 minutes. Il est fortement recommandé de placer la boîte post-future UV dans la salle d'équipement avec une température et une humidité constantes. La distribution de la source lumineuse dans la boîte de durcissement UV a une grande influence sur l'effet de durcissement, autant que possible pour garantir que l'échantillon est uniformément rayonné par la lumière de toutes les directions.






