
Was sind die Vorsichtsmaßnahmen bei der Verwendung eines Harz -3D -Druckers?
Als wir den Harz -3D -Drucker kauften, stellten wir fest, dass sich das gedruckte Modell von dem unterschied, was wir uns vorgestellt haben. Viele Menschen denken vielleicht, dass die Maschine ein Problem ist. Tatsächlich gibt es zusätzlich zum Maschinenproblem auch Operationen, die das Modell beeinflussen. Lassen Sie uns über einige Einflussfaktoren außerhalb der Maschine sprechen.

1. Modellierung, die zu STL -Daten führt
Bei der Verwendung von 3D -Modellierungssoftware kann sie gespeichert oder im STL -Format exportiert werden. Wenn Sie nicht verstehen, wie Sie in das STL -Format exportieren, können Sie auf Baidu nach STL -Format suchen, normalerweise Online -Tutorial.
2. Überprüfen Sie, ob das Modell ein Problem mit dem Modell gibt
Normalerweise schlagen wir vor, Magics -Software zu verwenden, um unser Modell zu testen
Magics ist auf die Behandlung von STL -Dateien spezialisiert. Es hat die Vorteile, mächtig, praktisch und effizient zu sein. Es ist eine unverzichtbare Software im Bereich des 3D -Drucks. Es wird häufig in Teilen zur Platzierung, Modellreparatur, Hinzufügen von Unterstützung und Größenerkennung verwendet.
Teilreparaturinformationen → Aktualisieren → Reparatur → Teil als STL speichern
Überprüfen Sie die Daten der umgekehrten normalen, schlechten Kanten und Rauschschalen im Inneren. Klicken Sie auf die nachfolgenden Reparaturen, mit Ausnahme von Shells und Advanced, die alle als 0 angezeigt werden, was angibt, dass das Modell normal ist.
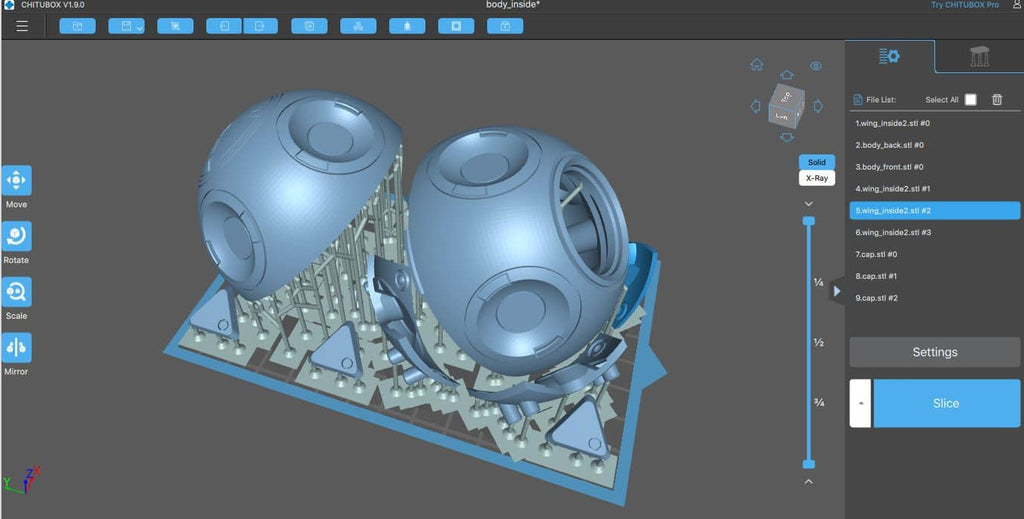
3. Modellschneide
Überlegungen zum Modellschneiden
(1) Wählen Sie am besten eine glatte Bodenfläche ohne Löcher.
(2) Wählen Sie nicht die größte Kontaktoberfläche, um sich in der Nähe der unteren Platte zu befinden
(3) Das untere Ende steigt um 5 mm, wählen Sie alle Unterstützungen aus
(4) Überprüfen Sie einige instationäre Unterstützung
Einige Positionen in der Nähe der unteren Platte müssen mit mehr Punkten getragen werden, um sicherzustellen, dass sie vollständig unterstützt werden können. Wenn die Unterstützung zu spärlich ist, wird das Modell während des Druckens fallen.
Anschließend kann das Modell gemäß dem vorherigen Slicing -Tutorial in ein PNG -ZIP -Format -Druckmodell exportiert werden.
4. Die Vorbereitung des Harzes vor dem Drucken
1). Schauen Sie das Harz UV links und recht
2). Berühren Sie das Harz oder die Augen nicht direkt. Wenn es Hautreizungen oder Beschwerden verursacht, spülen Sie bitte sofort mit Wasser aus. Wenn die Situation schwerwiegend ist, verhindern Sie bitte eine medizinische Behandlung
3). Es wird empfohlen, die vom Hersteller vorgeschlagenen Verbrauchsmaterialien zu verwenden, um Schäden am Drucker zu vermeiden. (Wir empfehlen die Verwendung Freality Standard UV -Härtungsharz oder Breality Wasser waschbares Harz
4). Lagerung von Harz: Wenn das Harz nicht verwendet wird
5. Printing
1). Platzierung der Maschine: Legen Sie die Maschine nicht um brennbare und explosive Objekte oder hohe Wärmequellen. Bitte geben Sie die Maschine in eine belüftete, kühle und staubfreie Umgebung.
2). Power Socket: Der Netzstecker muss an eine Drei-Loch-Steckdose mit Erdungsdraht angeschlossen werden. Bitte verwenden Sie das an der Maschine angebrachte Netzkabel. Verwenden Sie keine anderen Produkt Netzkabel, um es während des Installationsprozesses zu ersetzen.
3). Maschinenplatzierungsumgebung: Platzieren Sie den Drucker nicht in eine vibrierende oder andere instabile Umgebung. Das Schütteln der Maschine stört die Druckqualität des Druckers.
4). Überprüfen Sie die feste Position: Vor dem Drucken müssen Sie überprüfen, ob der Knopf auf der Plattform und die feste Position auf der Rutsche fest geklemmt sind, um die Instabilität während des Druckens zu vermeiden.
5). Überprüfen Sie die Bildschirmbeleuchtung: Überprüfen Sie, ob die Bildschirmbeleuchtung vor der Verwendung der Maschine normal ist. Tragen Sie bitte Anti-UV-Gläser, um es zu überprüfen. Schauen Sie beim Testen des Bildschirms nicht direkt auf den Bildschirm, um Augenschäden zu vermeiden.
6. Inspektion vor dem Drucken
1). Überprüfen Sie die materielle Rutsche: Stellen Sie sicher, dass vor dem Drucken keine Trümmer in der materiellen Rutsche keine Trümmer enthalten. Wenn Sie sich nicht sicher sind, ob im Materialriss Rückstände vorhanden sind, entfernen Sie bitte das Gerät der Maschine und entfernen Sie die verfestigte Oberfläche in der Materialschacht. Denken Sie daran, dass der Metallspatel den Releasefilm im Trog nicht berührt.
2). Überprüfen Sie die Belichtungszeit: Überprüfen Sie, ob die Belichtungszeit während des Drucks dem angegebenen Bereich der Verbrauchsmaterialien entspricht, und vermeiden Sie die Ausdehnung des Modells, wenn die Druckzeit überbelichtet wird, oder der Zeitmangel kann Unformation verursachen.
Für verschiedene Maschinen, Modellgrößen und Unterstützung sind alles Parameter, die die Belichtungszeit beeinträchtigen. Daher können Kunden, die gerade mit dem leichten 3D-Druck begonnen haben, zuerst die professionellen Techniker auffordern, den Parameterbereich zu verstehen und dann zu testen. Ändern Sie für den Druckeffekt entsprechend die Parameter des geeigneten Modelldrucks.
3). Druckumgebung: Verwenden Sie nicht im direkten Sonnenlicht oder im starken leichten Raum. Die Maschine sollte in sauberer Luft sein, keine offensichtlichen schwimmenden Objekte, Temperatur: 26 ± 5 Grad Celsius. Für qualitativ hochwertige Druckqualität drucken Sie bitte in einer Umgebung mit konstanter Temperatur in Innenräumen.

7. Teile nach dem Verarbeitungsprozess
Viele Freunde, die ursprünglich dem 3D -Druck ausgesetzt sind, möchten sagen, dass die von anderen gedruckten Werken glamourös und groß aussehen, während die von sich selbst gedruckten Models rau und nicht sehr schön sind. Tatsächlich sind dies alles Probleme, die im Teil-Nachbearbeitungsprozess gelöst werden müssen, um die Realisierung hochpräziser und qualitativ hochwertiger qualifizierter Teile zu gewährleisten.
1). Entfernung: Tragen Sie nach der Herstellung gewöhnlicher Teile bei der Einnahme des Modells so weit wie möglich Schutzhandschuhe. Beim Entfernen der Metallschaufel können Sie sie zuerst mit Alkohol reinigen. Nachdem das Modell gedruckt wurde, reinigen Sie bitte die Plattform, bevor Sie sie entfernen. Materielle Trog, um zu verhindern, dass das Harz auf der Formplattform auf den Bildschirm tropft.
2). Reinigung: Nach dem Entfernen der Teile ist es am besten, sie mit TPM (Tripropylenglykol -Methylether) oder wasserfreiem industriellem Alkohol zu reinigen. Verwenden Sie keinen medizinischen Alkohol und essbaren Alkohol mit einem großen Wassergehalt. Bei schlanken Teilen und dünnwandigen Teilen sollte die Einweichenzeit bei Alkohol und anderen Bio-Reinigungsmitteln 1 Minute nicht überschreiten, andernfalls ist die Probe leicht zu erweichen und zu verformen. Bei dickeren Teilen sollte die Einweichenzeit 3 Minuten nicht so weit wie möglich überschreiten. Die Unterstützung ist nicht einfach zu entfernen. Nehmen Sie die stützenden Teile nicht länger als 3 Minuten ein und achten Sie darauf, nur die stützenden Teile der Teile einzuweichen. Wasser waschbares HarzSie können Leitungswasser verwenden, um die Drucke zu waschen und Ihr Geld bei IPA zu sparen. )

3). Polieren: Halten Sie die Teile vor dem Polieren so trocken wie möglich. Die gereinigten Teile sind mit Druckluft trocken geblasen, und die Teile, die nicht leicht zu föhnen sind, können mit Papierstoff abgewischt werden. Vermeiden Sie beim Schleifen mit Wasser so schnell wie möglich zu viel Einweichen im Wasser, da das Wasser die neu gebackene Probe (grüner Embryo) bis zu einem gewissen Grad abweist und verformt. Wenn die Probe vor dem Schleifen weich ist, muss sie vor dem Schleifen zur Dehydration stehen und dann erneut zur Dehydration stehen. Dies bedeutet, dass weichere Teile zweimal zur Dehydration stehen müssen.
4). Statische Dehydration: Die neu gebildeten Teile (Rohembryonen) sind aufgrund der anhaltenden inneren Reaktion leicht Wasser und Alkohol aufzunehmen, wodurch die Teile anschwellen, weich und deformieren. Die statische Dehydration kann Alkohol und Wasser weiter verflüchtigen. Daher müssen die polierten Teile mit Druckluft wieder trocken geblasen und in einem konstanten Raum mit konstanter Temperatur und Feuchtigkeit gestellt werden. Gleichzeitig wird dringend empfohlen, die Vorder- und Rückseite mit einem Lüfter mit starkem Wind 30 Minuten lang zu blasen.
5). UV-Nachhänger: Die Teile nach Stehen und Dehydration müssen mindestens 30 Minuten lang eine UV-Behandlung unterzogen werden. Es wird dringend empfohlen, die UV-Post-H-Box mit konstanter Temperatur und Luftfeuchtigkeit in den Ausrüstungsraum zu platzieren. Die Verteilung der Lichtquelle im UV -Härtungsbox hat so weit wie möglich einen großen Einfluss auf den Härtungseffekt, um sicherzustellen, dass die Probe durch Licht aus allen Richtungen gleichmäßig ausstrahlt wird.
