
What are the precautions when using a Resin 3D printer?
When we bought the Resin 3D printer, we found that the printed model was different from what we imagined. Many people may think that the machine is a problem. In fact, in addition to the machine problem, there are also operations that will affect the model. Let’s talk about some influencing factors outside the machine.

1. Modeling, leading to STL data
In the case of using 3D modeling software, it can be saved or exported to STL format. If you don’t understand how to export to STL format, you can search for STL format on Baidu, usually online Tutorial.
2. Check if there is any problem with the model
Usually, we propose to use magics software to test our model
Magics specializes in handling STL files. It has the advantages of being powerful, practical, and efficient. It is an indispensable software in the field of 3D printing. It is often used in parts placement, model repair, adding support, and size detection.
Part repair information → update → repair → save part as STL
Check the data of the reversed normal, bad edges, and noise shells inside, click on the subsequent repairs, except for shells and advanced, all display as 0, which indicates that the model is normal.
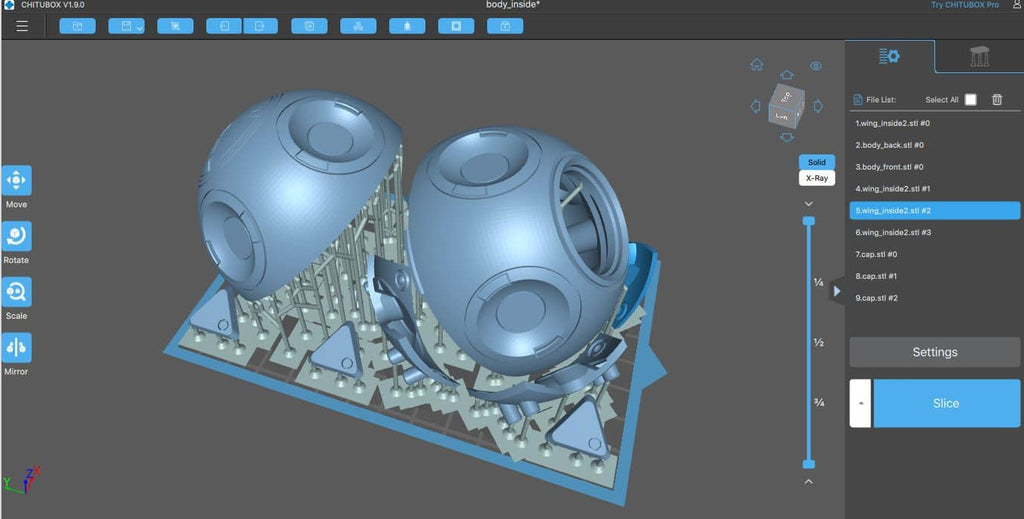
3. Model Slicing
Considerations for model slicing
(1) It is best to choose a smooth bottom surface without any holes.
(2) Do not choose the largest contact surface to be close to the bottom plate
(3) The bottom end rises 5mm, select all supports
(4) Check some unsteady supports
Some positions close to the bottom plate must be supported with more points to ensure that they can be fully supported. If the support is too sparse, it will cause the model to fall during printing.
Then the model can be exported into a png zip format print model according to the previous slicing tutorial.
4. The Preparation of the Resin before Printing
1).Shake the Resin UV left and right lightly before use it, do not shake it vigorously to cause a lot of bubbles
2).Do not directly touch the resin or eyes. If it causes skin irritation or discomfort, please rinse with water immediately. If the situation is serious, please prevent medical treatment
3).It is recommended to use the consumables proposed by the manufacturer to prevent damage to the printer.(We recommend use creality standard UV curing resin or creality water washable resin
4). Storage of Resin: when the resin is not used, it can be filtered and then recycled into the bottle, or cover the trough with something to avoid direct sunlight and strong light, and avoid dust entering
5.Printing
1). Placement of the machine: Do not place the machine around flammable and explosive objects or high heat sources. Please place the machine in a ventilated, cool, and dust-free environment.
2). Power socket: The power plug needs to be connected to a three-hole socket with a ground wire. Please use the power cord attached to the machine. Do not use other product power cords to replace it during the installation process.
3). Machine placement environment: Do not place the printer in a vibrating or other unstable environment. Shaking the machine will interfere with the printing quality of the printer.
4). Check the fixed position: Before printing, it is necessary to check whether the knob on the platform and the fixed position on the chute are clamped tightly to avoid instability during printing.
5). Check the screen illumination: check whether the screen illumination is normal before using the machine, please wear anti-UV glasses to check. Do not look directly at the screen when testing the screen to prevent eye damage.
6. Inspection before printing
1). Inspect the material chute: make sure that there is no debris in the material chute before printing. If you are not sure whether there is residue in the material chute, please use the machine's tray to remove it, and then remove the solidified surface in the material chute, remember not to use it The metal spatula touches the release film in the trough.
2). Check the exposure time: Check whether the exposure time meets the specified range of consumables during printing, and avoid the expansion of the model when the printing time is overexposed, or the lack of time may cause unformation.
For different machines, model sizes, and support are all parameters that interfere with the exposure time. Therefore, customers who have just started light-curing 3D printing can first ask professional technicians to understand the range of parameters, and then try to test. For the printing effect, correspondingly change the parameters of the appropriate model printing.
3). Printing environment: Do not use in direct sunlight or strong light space. The machine should be in clean air, no obvious floating objects, temperature: 26±5 degrees Celsius. For high-quality printing quality, please print in an indoor constant temperature environment.

7.Parts Post-processing Process
Many friends who are initially exposed to 3D printing want to say that the works printed by others are glamorous and look tall, while the models printed by themselves are rough and not very beautiful. In fact, these are all problems that need to be solved in the part post-processing process to ensure the realization of high-precision and high-quality qualified parts.
1). Removal: After the production of ordinary parts, please wear protective gloves as much as possible when taking the model. When removing the metal shovel, you can clean it with alcohol first. After the model is printed, please clean the platform before removing it. Material trough to prevent the resin on the molding platform from dripping onto the screen.
2). Cleaning: After the parts are removed, it is best to clean them with TPM (tripropylene glycol methyl ether) or anhydrous industrial alcohol. Do not use medical alcohol and edible alcohol with a large water content. For slender parts and thin-walled parts, the soaking time in alcohol and other organic detergents should not exceed 1 minute, otherwise the sample is easy to soften and deform; for thicker parts, the soaking time should not exceed 3 minutes as much as possible; the support is not easy to remove. Do not soak the supporting parts for more than 3 minutes, and pay attention to soaking only the supporting parts of the parts.(Notice: If use water washable resin,you can use tap water to wash the prints, save your money on IPA. )

3). Polishing: Keep the parts before polishing as dry as possible. The cleaned parts are blown dry with compressed air, and the parts that are not easy to blow dry can be wiped with paper cloth. When sanding with water as fast as possible, avoid too much soaking in water, because the water will soften and deform the newly-baked sample (green embryo) to a certain extent. If the sample is soft before sanding, it must be left to stand for dehydration before sanding, and then left to stand for dehydration again. This means that softer parts need to be left to stand for dehydration twice.
4). Static dehydration: The newly formed parts (raw embryos) are easy to absorb water and alcohol due to the continuing internal reaction, which causes the parts to swell, soften, and deform. Static dehydration can further volatilize alcohol and water. Therefore, the polished parts need to be blown dry again with compressed air, and placed in a constant temperature and humidity equipment room. At the same time, it is strongly recommended to blow the front and back sides with a fan with strong wind for 30 minutes.
5). UV post-curing: The parts after standing and dehydration need to undergo UV post-curing treatment for at least 30 minutes. It is strongly recommended that the UV post-curing box be placed in the equipment room with constant temperature and humidity. The distribution of the light source in the UV curing box has a great influence on the curing effect, as far as possible to ensure that the sample is uniformly radiated by light from all directions.
